نصب اسپلیت تی Split Tee بر روی بسیاری از انواع خطوط لوله میسر است. شرایط جوشکاری اسپلیت تی بر روی خطوط لوله بستگی زیادی به ضخامت لوله دارد. در صورتی که ضخامت لوله خیلی کم باشد حرارت حاصل از جوش حرارتی می تواند سیال را وادار به برهم کنش کند که ممکن است اشتعال، آتش سوزی و انفجار بر روی خط لوله را به دنبال داشته باشد. بنابراین در هنگام انتخاب نوع اتصال بر روی خط لوله باید ضخامت لوله سنجیده شود. لوله های پلی اتیلنی یکی از پرمصرف ترین لوله ها در صنایعی هستند که در سایت کاری خود از خطوط لوله استفاده می کنند. پالایشگاه ها، نیروگاه ها و بخصوص نیروگاه های سیکل ترکیبی، مجتمع های پتروشیمی، خطوط لوله ی گاز و آب و فاضلاب شهری از انواع این خطوط لوله هستند که بنابر ماهیت سیال می تواند از لوله های پلی اتیلنی ساخته شوند. نصب اسپلیت تی بر روی خطوط لوله پلی اتیلنی موضوع بررسی شده در این نوشته است.

اسپلیت تی یک اتصال سه راهی
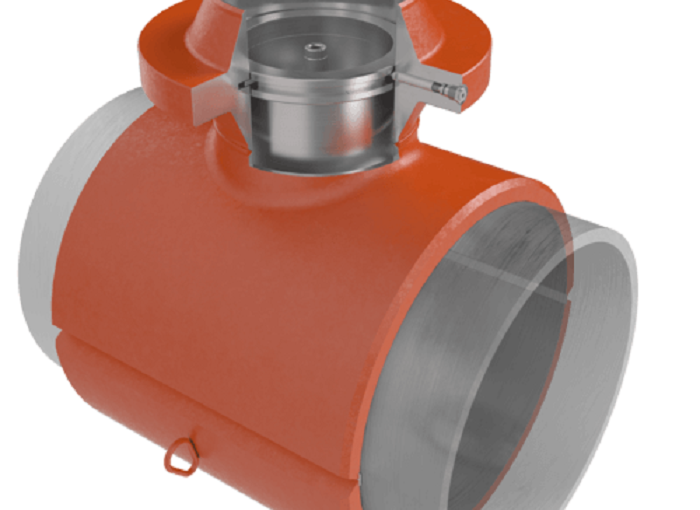
اسپلیت تی یکی از اتصالات پراستفاده خطوط لوله است که در عملیات هات تپ کاربرد فراوان دارد. در عملیات هات تپ خطوط لوله و مخازن را با استفاده از دستگاه هات تپ برش می زنند تا بتوان سیال درون این خطوط لوله را وارد خطوط لوله انشعابی کرد. برشی که بر روی این لوله ها یا مخازن ایجاد می شود به اندازه ی مقطع لوله ی انشعابی است. اتصال اسپلیت تی را بر روی خطوط لوله استفاده می کنند چرا که ساختار کمربندی این اتصال اجازه ی پیاده سازی و نصب آن را بر روی خط لوله، نمی دهد.
اسپلیت تی از دو پد، یک نیپل و یک فلنج به منظور اتصال به دیگر اجزای عملیات هات تپ ساخته شده است. دو پد اسپلیت تی در واقع از یک تکه لوله ساخته می شود. این لوله کوچک از قسمت طولی برش می خورد. این برش باید بسیار دقیق باشد و زوایای مناسبی برای جوش خوردن بر روی لوله داشته باشد. پس از اینکه دو پد اسپلیت تی از برش یک لوله به دست آمد، آنگاه در مرکز یکی از پدها حفره ای به اندازه ی قطر لوله انشعابی ایجاد می کند و این حفره با استفاده از نیپل سیال را به درون شیر صنعتی (ولو) هدایت می کند. نیپل نیز قطعه لوله ای است با ارتفاع اندک که هم قطر لوله انشعابی است و در مرکز پد حفره دار جوش می خورد. ارتفاع نیپل متغیر است و بسته به نیاز عملیات بلند یا کوتاه خواهد بود. بر روی نیپل یک فلنج جوش می دهیم تا بتوانیم اتصال اسپلیت تی را به ولو و سپس به ماشین هات تپ وصل کنیم.
پس از اینکه تمامی این قطعات را بر روی هم سوار کردیم سطح اتصال را پردازش می کنیم تا قابلیت حضور در اقلیم های متفاوت را داشته و دچار آسیب و زنگ زدگی نشود.
در آخرین مرحله اسپلیت را با استفاده از روش های حمل ایمن به محل عملیات انتقال می دهند و در آن جا بر روی خط لوله نصب می کنند.
نصب اسپلیت تی بر روی خطوط لوله پلی اتیلن
لوله پلی اتیلن از مواد پلی اتیلنی ساخته می شود و دارای مزیت هایی است که از همین مواد پلی اتیلنی به دست آورده است.
حمل نقل و بارگیری این لوله ها به علت وزن پایین آن ها بسیار آسان است. این لوله ها به علت نوع ساختار پلاستیکی و مقاوم خود دچار عواملی مثل خوردگی و پوسیدگی نمی شوند و هم چنین در خطر آسیب های کم تری قرار دارند. این لوله های دارای شعاع خمش مناسبی هستند و به همین جهت استفاده از آن ها در صنایع خطوط لوله فراوان است.
زمانی که در لوله گذاری صنایع مختلف از خطوط لوله پلی اتیلنی استفاده می کنند هزینه های این عملیات را تا حد چشمگیری کاهش می دهند.
موضوع انتخاب گسترده ی لوله های پلی اتیلنی مقاومت این لوله ها در برابر عوامل مختلف است. این لوله ها در برابر سایش و خوردگی مقاومت بالایی دارند. بنابراین سیالات مایعی که درون خود جامدات غیر محلول دارند می توانند با استفاده از این لوله ها منتقل شوند بدون اینکه لوله را دچار ساییدگی و خوردگی کنند.
همچنین این لوله ها در برابر ماهیت شیمیای انواع اسیدها و بازهای شیمیایی از خود مقاومت نشان می دهند و می توان گفت برای انتقال انواع سیالات با ماهیت های فیزیکی و شیمیایی مختلف مناسب اند.
ضریب زبری این لوله ها بسیار پایین است و سطح صاف و نرمی دارند. این مسأله باعث می شود جریان سیالات از درون آن ها بسیار روان و با سرعت مناسب برقرار باشد.
اتصالات اسپلیت تی به دو نوع جوشی و مکانیکی وجود دارند. نوع جوشی اسپلیت تی را بر روی خطوط لوله ی فولادی و آهنی جوش می دهند. اما در صورتی که جنس لوله غیرفلزی باشد باید از نوع مکانیکی اسپلیت تی استفاده کنیم. نصب اسپلیت تی مکانیکی بر روی خطوط لوله غیرفلزی (پلی اتیلنی) با استفاده از پیچ و مهره هایی انجام می شود که محل جایگذاری و بستن آن ها در لبه ی پدها تعبیه می شود.

البته به تازگی به جای نصب اسپلیت تی های مکانیکی بر روی لوله های پلی اتیلن، اتصالاتی تولید شده اند که شبیه به اتصال اسپلیت تی هستند و همان عملکرد را بر روی خط لوله دارند. این اتصالات Electrofusion Equal Tee نامیده می شوند و مخصوص نصب بر روی خطوط لوله پلی اتیلنی هستند تا عملیات مختلفی از جمله انشعاب گیری با استفاده از آن ها انجام شود.


